某制药公司解决方案就医药行业企业来说,使用传统人工管理模式进行仓储物流管理存在以下难题:1、人工收货发货,工作量大,容易出现库存数目错误的情况,准确率不高,影响配送效率;&
就医药行业企业来说,使用传统人工管理模式进行仓储物流管理存在以下难题:
1、人工收货发货,工作量大,容易出现库存数目错误的情况,准确率不高,影响配送效率;
2、仓库的库存混乱,没有合理的库位规划和统一的流程管理;
3、手工走单,人力成本比较高,统计起来也非常麻烦;
4、拣货策略难以形成规范,无法对产品的进出货时间和生产日期严格把控,容易产生过期产品,造成浪费
5、线上订单数量较多,线下流程复杂,票帐难以统一;
该客户为以批发售卖药品为主要业务的大型医药批发厂商,每年生产的玻璃瓶、聚丙烯塑料瓶和非PVC软袋三种包装形式的大容量注射剂,最多可达到12亿瓶/袋,再加上片剂、胶囊剂和原料药等其他产品,每年的药品生产总量十分惊人,再加上国家对于药品从生产到储运,再到销售的控管都极其严格,各个环节必须严格符合GMP认证标准,因此安全储存运输药品难题颇多,表现在物流方面,一是产品质检周期,即产品生产完成之后,在等待检验完成的时期中必须堆放在库房,一般来说是十五天,这就对仓储造成了极大压力,在大产量的前提下,如果没有经过精细的仓储规划,在这一缓冲期内很容易造成产品大量堆积甚至爆仓;二是先进先出原则,即先入库的产品必须优先出库,这对仓库的跟踪、记录和扫描设施提出了更高要求。
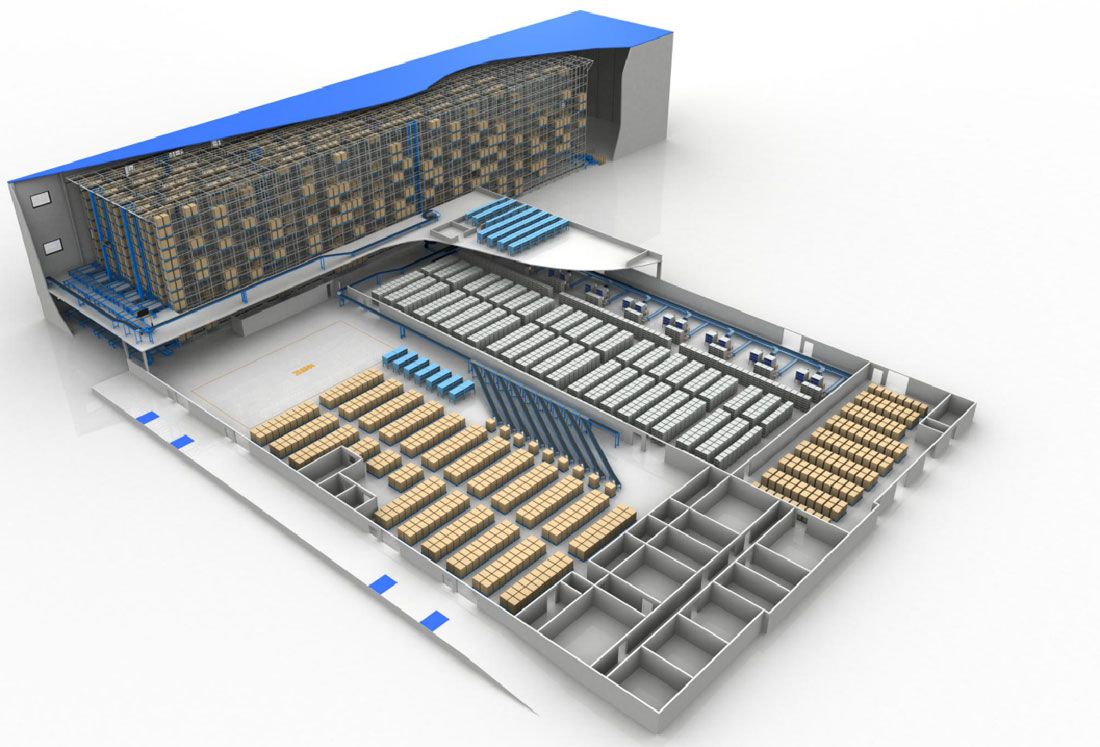
为了更好地解决药品仓储与运输的难题,该方案包括托盘立库区、货到人拣选区、出库集货区。在全自动化信息管理系统操控下,各类药品通过输送设备输送到拣选区,通过RF扫描位置条码确认拣选箱件,这一设计大大节省了人力成本,预计每年可为企业节约200余万元。并且还能够实现电子监管码与托盘条码的实时关联,使以往需要每箱产品都由仓库保管人员单独扫码的繁琐出库操作,简化为只需要扫描对应的托盘条码,就可以获取托盘上几十箱产品的电子监管码,大大缩短了出库时间,提高了总体出库效率,为发货节约了宝贵时间。该方案解决了企业仓储面积紧张、产品仓储管理、出入库效率等问题,使公司存储能力大大提高、减轻了产品周转压力。同时仓库的存储量提高了4-5倍,且高度自动化大大节约了人员配备,共节约200余人次,出入库效率提高5倍。完善的信息管理系统方便了产品的仓储管理,减少了人为原因造成的失误,也很好地满足了产品按批号先进先出等国家对药品流通的相关管理要求。